Moulding Through Compression
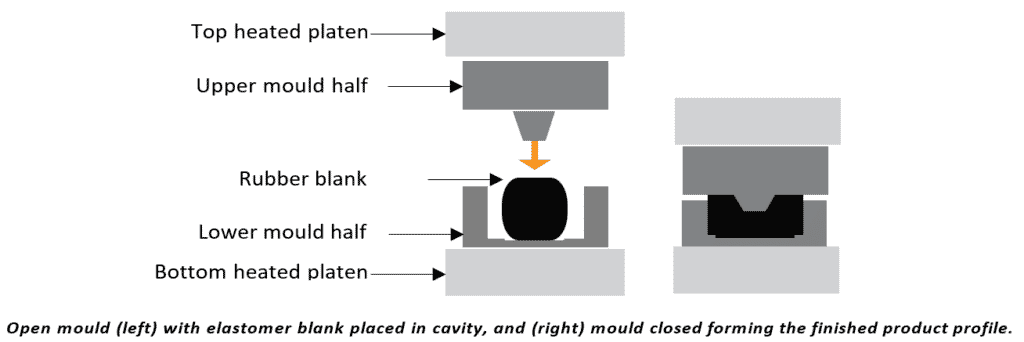
Compression Moulding describes the forming process in which an elastomer profile is placed directly in a heated mould, then softened by heat, and forced to conform to the shape of the mould as the press closes the mould.
The presses are mostly hydraulically driven and can be either ‘upstroking’, where the lower platen moves up and the upper platen is fixed, or ‘downstroking’ where the upper platen is driven downwards and the lower platen is fixed.
A curing process takes place within the cavity, which ‘fixes’ the shape of the product. Once this is complete, the mould is opened and the product removed and allowed to cool.
During this process, the product dimensions will shrink until it arrives at its final dimensions, and we take this shrinkage into consideration when designing our moulds.
- Less complicated tooling
- Good for smaller production runs, lower tool and set up costs
- Relatively quick changeover between different moulds more efficient use of production time
- Less waste material as there are no gates, sprues and runners (routes by which the material must travel to get to the mould in other production methods), which all consume extra material and must be costed for. Parts made using compression moulding tend to use less material
- Good for larger parts as the material is loaded directly into the mould cavity. The size and weight of the part is limited only by the size of the press that it’ll go into
- Output. Lower output is generally achieved because it is loaded and unloaded manually and the elastomer is often placed into the cavity ‘cold’, so cure times are longer
- The mould cavity has to be over filled to achieve the correct pressure to cure the part, and often excess material is needed to push air out of the cavity to create a void free part. Both of these need to be considered as they create waste material. It should be noted that processed waste thermoset rubber cannot be reused. This waste material must be considered in the cost process
- Higher Labour Cost compared to a semi automatic injection process because more labour is required to run it. The larger the tool, the more difficult the tooling is to handle, and for larger tooling, the use of handling equipment such as hydraulic lifting gear is required. Slower method
- Curing temperature. Getting the material up to curing temperature can take time, due to the thermal conductivity of rubber being relatively poor. This limits the speed at which parts can be cured. This makes compression moulding a slower process than injection moulding, where the material arrives in the mould at a temperature just below curing, perhaps saving 50% in time
- Flash. As more material than the mould needs to make the product is used (overfilled to expel air) flash is an inevitable characteristic of compression moulding. How much flash can be controlled however by the skill of those processing and the correct positioning of the blank in the cavity. This flash has to be removed by hand, and sometimes requires further removal by mechanical or cryogenic methods. Our highly skilled and experienced operators know how to keep flash to the minimum
Frequently Asked Questions
What material do you recommend for compression moulding?
For compression moulding projects, we recommend considering materials like Silicone, EPDM, or Perfluoroelastomer Rubber (FFKM), depending on your application’s specific requirements. Silicone offers excellent flexibility and thermal resistance, EPDM is great for outdoor applications due to its weather resistance, and FFKM provides exceptional chemical and heat resistance for high-demand environments. Choosing the right material is vital for your project’s success, and our team at Kea-Flex is here to help guide you through this selection process based on your project’s needs. For more detailed guidance, please reach out to us directly.
What is the difference between compression moulding and transfer moulding?
Compression moulding and transfer moulding differ primarily in how the material is introduced to the mould. Compression moulding involves placing raw material directly into an open, heated mould cavity, then closing and applying pressure to shape the material. It’s cost-effective for large, simple shapes and high-volume production. Transfer moulding, however, involves loading material into a pre-heated chamber, and then using pressure to transfer it into the mould cavity, allowing for more intricate designs and tighter tolerances. This method suits complex parts and embedding components within the moulded item. The choice between compression and transfer moulding depends on the project’s specific design requirements and production volume.
What is the minimum and maximum part size you can produce with compression moulding?
At Keaflex, we pride ourselves on our ability to accommodate a wide range of part sizes through our compression moulding services, from small components just a few millimetres in size to large items measuring up to several feet. Our advanced machinery and expertise in mould design enable us to produce parts across this spectrum, ensuring we can meet the diverse needs of our clients. This versatility enables us to serve a broad spectrum of industries, from automotive to medical devices. The flexibility of our compression moulding process means we can efficiently handle projects of various scales, whether you require compact precision parts or large-scale components. For inquiries about specific part sizes and how we can support your project, we encourage you to get in touch with us directly. This direct consultation allows us to provide tailored advice and solutions, ensuring your needs are met with the highest level of precision and quality.
Can you assist in the mould and design for compression moulding products?
Absolutely. At Keaflex, we specialise in offering comprehensive support throughout the mould and design process for compression moulding projects. Our team of experts leverages advanced design tools and extensive experience in material behaviour to help you refine your product concept into a manufacturable design. We collaborate closely with our clients to ensure the design not only meets functional requirements but also optimises the manufacturing process for cost efficiency and quality. Whether you’re starting from a rough idea or looking to improve an existing design, we’re here to guide you every step of the way, ensuring your project’s success from concept to completion. For more detailed information on how we can assist with your specific design needs, we encourage you to contact us directly.
What is the lead time for producing a compression mould and the subsequent parts?
At Keaflex, we understand the importance of timely project delivery. The lead time for producing a compression mould, followed by the manufacturing of the subsequent parts, can vary based on several factors including the complexity of the mould design, the specific requirements of the parts, and our current production schedule. Typically, mould production can take a few weeks to several months, after which part production lead times can be determined based on the quantity and complexity of the parts being produced. We strive to provide our clients with accurate timelines early in the consultation process, ensuring clear communication and project planning from the outset. For a detailed estimate tailored to your specific project, contact us directly.
What quality control measures do you have in place for compression moulding?
At Keaflex, we are committed to ensuring the highest quality in every compression moulding project we undertake. Our quality control measures are designed to ensure that all products meet both our rigorous standards and our client’s specific requirements. From the inception of a project, we implement strict quality checks at every stage of the production process. This includes material inspection to ensure that only the highest grade materials are used, precise mould design and testing to guarantee accurate part reproduction, and thorough final inspections of every part for dimensional accuracy, appearance, and performance. Our adherence to ISO 9001 quality management standards underpins our commitment to continuous improvement and customer satisfaction. For detailed information on our quality control processes and how we can meet your specific needs, please reach out to our team directly.
What is the cost advantage of compression moulding over transfer moulding?
Compression moulding is notably cost-effective for producing large volumes of simpler shapes due to its straightforward process and efficient use of materials. The method reduces the need for complex tooling and minimises material waste, as it does not involve the runners and gates associated with transfer moulding. This results in significant savings, especially in high-volume production runs. Transfer moulding, while involving additional steps for material transfer, excels in its ability to produce more intricate designs and incorporate embedded parts, offering precision and flexibility. Both methods have their unique advantages. Whilst compression moulding stands out for its cost efficiency in specific scenarios, transfer moulding complements the manufacturing landscape by offering solutions where detail and complexity are paramount.